In the fast-evolving retail landscape, businesses are constantly searching for ways to improve operational efficiency and enhance customer satisfaction. Invenco’s Express Lane Self-Checkout is a game-changing solution that helps retailers achieve both goals simultaneously. Designed to offer customers a seamless, fast, and secure checkout experience, Invenco’s self-checkout solution is transforming how consumers interact with stores while enabling retailers to optimize their operations.
What is Invenco’s Express Lane Self-Checkout?
The Express Lane Self-Checkout is a high-performance, easy-to-use system that enables customers to scan, pay, and complete their purchases independently. This solution particularly benefits high-traffic environments, where speed and efficiency are crucial. By empowering customers to control their shopping experience, Invenco’s system reduces wait times and relieves pressure on in-store staff.
Key Features:
User-Friendly Touch Interface Invenco’s self-checkout stations feature an intuitive, user-friendly touch interface designed to ensure that customers can easily navigate the checkout process. Whether scanning items, applying discounts, or completing a payment, the system is designed for a smooth, stress-free experience.
Multiple Payment Options The system supports a variety of payment methods, including credit/debit cards, mobile wallets (such as Apple Pay and Google Pay), and contactless payment options. This wide range of payment options makes it easier for customers to complete transactions quickly and conveniently.
Integrated Security Features Security is a core focus of Invenco’s Express Lane Self-Checkout. The system includes item recognition and weight verification to ensure accurate transactions and prevent fraud. By utilizing cutting-edge security measures, retailers can protect themselves and their customers from potential risks.
Fast Checkout Speeds Designed for efficiency, Invenco’s self-checkout system minimizes transaction times, even during peak hours. This helps alleviate long lines, improving customer satisfaction and ensuring smooth operations in busy retail environments.
Scalability and Flexibility The Express Lane Self-Checkout is scalable and can be easily integrated into retail environments of any size. Whether for a small convenience store or a supermarket chain, the solution can be customized and expanded as needed to meet specific business requirements.
Customizable Branding Invenco understands the importance of brand identity, which is why their self-checkout stations can be customized to match a retailer’s branding. This includes everything from screen visuals to station design, ensuring a cohesive shopping experience that aligns with the retailer’s overall aesthetic.
Benefits for Retailers:
Increased Efficiency and Reduced Labor Costs By automating the checkout process, Invenco’s self-checkout stations reduce the need for cashiers, allowing staff to focus on other essential duties. This not only boosts operational efficiency but also helps retailers reduce labor costs.
Enhanced Customer Experience Customers benefit from reduced wait times and the ability to manage their transactions at their own pace. The Express Lane Self-Checkout provides a faster, more convenient shopping experience, which can lead to higher customer satisfaction and repeat business.
Cost-Effective Solution The modular design of Invenco’s self-checkout stations makes them a cost-effective solution for retailers of all sizes. By meeting customer expectations for faster, self-service options while improving operational efficiency, this system provides an affordable way to meet those expectations.
Data Insights for Better Decision-Making Invenco’s system also provides valuable data on customer behavior and transaction trends, helping retailers gain insights that can inform inventory management, product placement, and marketing strategies. With these analytics, businesses can make more informed decisions to optimize their operations.
The Future of Retail
The demand for self-service solutions in retail continues to grow, with customers increasingly expecting faster, more convenient ways to complete their shopping. Invenco’s Express Lane Self-Checkout is at the forefront of this transformation, offering a secure, efficient, and customizable solution for retailers. As the retail landscape evolves, Invenco’s technology is ready to play a central role in shaping the future of in-store shopping.
Invenco’s Express Lane Self-Checkout system is a powerful tool for retailers looking to streamline their operations, enhance the customer experience, and reduce labor costs. Its intuitive interface, multiple payment options, and robust security features provide a seamless and efficient checkout process for both customers and businesses alike. As retailers adapt to changing consumer demands, solutions like Invenco’s self-checkout system will be critical in staying competitive and providing exceptional service.
Next Steps
Take the next steps and reach out to our sales team by emailing sales@nwpump.com, finding your nearest location here, or calling 1-800-452-PUMP. Discover how Invencos self-checkout technology can transform your customer experience.
In today’s fast-paced world, security is crucial especially when it comes to valuable equipment that your business depends on. Whether you’re operating a gas station, or convenience store where essential assets are at risk, protecting your equipment from theft, damage, and tampering is essential.
Three key products that stand out regarding security solutions are the Folding Hockey Puck Hasp, Gilbarco Veeder-Root Insite 360, and the Invenco FlexPay 6. These innovations provide enhanced protection and remote monitoring for business operations. Let’s dive into how these products can secure your equipment and contribute to a safer, more efficient business environment.
Folding Hockey Puck Hasp: Durable, Reliable, and Secure
The Folding Hockey Puck Hasp is designed to provide superior security for fuel dispensers by mounting to the top and folding over the front of the dispenser door, effectively preventing unauthorized access. It is compatible with all Dresser Wayne and Gilbarco dispensers, offering a significant upgrade in security over standard door screws. This hasp is built to work with PUCK padlocks, such as the Cobra “Universal PUCK.”
Key Features:
Durable Powder-Coated Steel construction for long-lasting strength and corrosion resistance.
Compatible with PUCK padlocks, including the Cobra Universal PUCK, for enhanced security.
Includes all necessary mounting hardware for easy installation and a secure fit.
With this hasp, you can elevate the security of your dispensers and protect your assets from unauthorized access and potential theft.
Maximize Customer Experience and Minimize Risk with Insite360
While physical locks and barriers are essential, modern security goes beyond stopping physical access. Remote monitoring systems, like Gilbarco Veeder-Root Insite360, offer businesses peace of mind by keeping tabs on their equipment 24/7.
Insite360 is a monitoring and service solution for gas stations and stores, protecting assets and improving operational efficiency.
Here’s why Insite360 is a game-changer in equipment security:
Set existing data to work: Insite360 works by leveraging and optimizing your existing site infrastructure to deliver high-quality and innovative experiences.
Turbocharge your performance: Remote monitoring provides your team with the right information at the right time, while remote management ensures operational efficiency and enhanced customer experience.
Unleash the power of the IoT: With the DOMS forecourt controller, you’re already halfway to a future-proofed retail operation. Insite360 capitalizes on the rich data generated across your site(s) to take you the rest of the way.
Capitalize on customer convenience: In today’s highly competitive retail environment, a lost sale due to equipment faults and stock-outs can mean a lost customer. Insite360 helps you create memorable customer experiences while maximizing profitability.
Integrating Insite360 into your business boosts equipment security, and efficiency, and reduces risks of failure or theft.
Future-Proof Your Business FlexPay 6
As the world of payment technology evolves, fuel retailers and businesses are demanding faster, more secure, and versatile solutions to meet customer expectations. The Invenco FlexPay 6 All-in-One 9 in. Payment Terminal delivers all this and more, designed to provide seamless, efficient transactions in both attended and unattended environments. With a robust, outdoor-ready design and a wide range of features, the FlexPay 6 is the ultimate payment terminal for businesses that want to stay ahead.
Versatile Payment Acceptance: The FlexPay 6 is engineered to support a wide variety of payment options to meet customer needs. From debit and credit cards to the latest contactless and mobile payments, this device ensures your business can accept every payment method customers expect.
Robust and Durable Design: Built for outdoor use, the FlexPay 6 is made with industrial-grade materials to withstand the harsh conditions of outdoor fuel pumps and kiosks. Whether it’s extreme weather, dust, or direct sunlight, this terminal is designed for durability, ensuring a long-lasting, reliable solution.
High-Resolution Touch Display: The 9-inch high-res touchscreen provides an intuitive and interactive user experience. Customers can easily follow on-screen prompts, select their payment options, and receive transaction receipts quickly. The display also supports digital advertising and promotions, allowing you to leverage the terminal for upselling and enhancing the customer experience.
Built-in Printer and Barcode Reader: The FlexPay 6 comes with an integrated printer for receipts, along with a barcode reader for scanning loyalty cards, vouchers, and coupons. This eliminates the need for additional hardware, simplifying the setup and improving the customer checkout process.
Future-proof your business today with the Invenco FlexPay 6 All-in-One 9 in. Payment Terminal—the next generation of payment solutions for fuel and retail industries.
Protecting Your Equipment is Essential
In a world where business operations are reliant on technology, securing your equipment and assets is more important than ever. The Folding Hockey Puck Hasp, remote monitoring with Gilbarco Insite 360, or securing payments with Invenco FlexPay 6, these products will provide complete security for your business.
These tools not only protect your equipment from theft, tampering, and fraud but also improve operational efficiency and customer trust. Investing in security solutions minimizes risk and provides peace of mind for both owners and customers.
Next Steps:
Take the next step in securing your business equipment, and consider integrating these innovative solutions into your security strategy. Contact your local Northwest Pump sales rep by emailing sales@nwpump.com, calling 1-800-452-PUMP, or finding your nearest branch here.
Northwest Pump gained its 20th branch through the acquisition of Compressed Air Systems effective July 1st, 2024. This new Arlington, WA branch will provide further industrial equipment & equipment service support for the northwest and central Washington regions. This union will significantly enhance our product offerings and customer service, promising a more comprehensive and efficient experience for our valued customers.
About Compressed Air Systems
Ed & Kristin Graf founded Compressed Air Systems twenty-five years ago, offering sales, installation, and maintenance solutions for compressed air & vacuum pump equipment. The CAS team has provided their customers with industry-leading expertise and customer service. The most common feedback received is that their customers appreciate their prompt responses and professionalism. Over the past 25 years, CAS has met the air and gas needs of residential, industrial, and commercial customers. Their territory spans Snohomish, Skagit, and Whatcom counties into the Greater Seattle Metro Area, and the Greater Eastside Area.
Why Did We Acquire Compressed Air Systems?
Providing top-tier customer service is our highest priority for our Industrial and Industrial Service Divisions. Acquiring companies that share these values allows us to deepen our service capabilities in central Washington.
“Part of our strategy for bringing value to our customers is saturating the marketplace with a local Service presence to maximize responsiveness and reduce travel costs. CAS has provided elite service to compressed air and nitrogen customers in Western and Central WA for 25 years. By acquiring this great team, we can continue to deliver the best local service presence to the market both in the region and the other markets that we serve. This move also opens opportunities for their customers with our pump, sealing, and pump service products that we deliver throughout the Pacific NW.”
– Dave Mayfield, General Manager, Industrial Division
Is My Point of Contact Changing?
When looking for potential acquisitions, we prioritize looking for companies with a similar philosophy prioritizing customer service. Whether you have been a current customer of Northwest Pump or Compressed Air Systems, your point of contact will not change in the immediate future. Ed, Melody, Lee, Sam, and Derick have decided to continue working at Northwest Pump. We may eventually reassign customers to work with whichever branch is closest to ensure the fastest travel times. The only significant changes CAS customers should notice are the name on the sign and the breadth of products available to them.
Reach out to our Arlington staff for your compressor needs by emailing here or by calling the main office at 360-215-8228.
To schedule service out of the Arlington branch, or any other Northwest Pump Industrial branch, fill out our service request form using the button below.
In 2021, Veeder-Root announced the End of Sale for the TLS-350 series consoles in the United States, making December 31st the Last Time Buy Date. This marked a pivotal moment for distributors and customers relying on this trusted technology in the fueling industry.
When announcing the end of sale, Veeder-Root was committed to supporting spare parts for 5 years from the Last Time Buy Date or when parts can no longer be produced due to a lack of component inventory. While that commitment is still ongoing, this situation has not only raised concerns about supply continuity but also potential price escalations for TLS-350 spare parts.
The TLS-350 Automatic Tank Gauge (ATG) has long set the standard for exceptional quality in fuel management systems. Today, the TLS-450PLUS ATG builds on that solid legacy to set a new bar for reliability and convenience.
Challenges with TLS-350 Spare Parts
The shortage in available materials to produce parts for the TLS-350 has the negative effect of creating a secondary market for remanufactured parts from unapproved suppliers. The use of third-party manufactured, rebuilt, or remanufactured components to repair or modify Veeder-Root products voids UL/cUL and other certifications as well as any Veeder-Root warranty.
Why Upgrade to TLS-450PLUS?
Facing these realities, Veeder-Root strongly recommends that all TLS-350 console users explore the benefits of transitioning to the TLS-450PLUS. Here are some ways your fuel site can benefit from upgrading to the TLS-450PLUS:
Remote Connectivity: The TLS-450PLUS provides a wide range of connectivity options for easily accessing and managing critical data, ensuring you always know what is happening with your fueling assets.
Enhanced Security: Greater connectivity needs greater protection and the TLS-450PLUS provides the security needed for today’s connected world.
Lower Cost of Ownership: The TLS-450PLUS console provides an expanded, advanced feature set at a lower price point than the TLS-350 console with an extended warranty on most connected devices.
Expanded Capabilities: The TLS-450PLUS is your platform for the future, continually upgrading and adding incremental features and enhancements, and is expandable as your business grows.
Commitment to Quality and Innovation
Veeder-Root remains committed to delivering superior products that empower businesses to thrive in dynamic environments. This commitment drove the development of the TLS-450PLUS, tailored to meet evolving industry demands and customer expectations.
Partnering for Success
At Northwest Pump, we encourage all current TLS-350 users to explore how upgrading to the TLS-450PLUS can future-proof your operations. Take advantage of available financing options to ease the transition and maximize the benefits of this advanced technology.
We are dedicated to supporting your success with innovative solutions and unwavering support. Embrace the TLS-450PLUS today and ensure your business is primed for future opportunities and challenges.
Next Steps
Secure your future with the TLS-450PLUS by contacting your local Northwest Pump sales rep by emailing sales@nwpump.com, calling 1-800-452-PUMP, or finding your nearest branch here. Together, we navigate the transition with confidence and readiness.
One common pain point for manufacturing plants is repeated pump failure in and around washdown applications. Facilities risk losing tens of thousands of dollars when using equipment not meant for washdown. Whether preventing a failure before it happens or troubleshooting existing washdown equipment, our team of pump experts, engineers, and service technicians can help with washdown needs in your facility.
What kind of facilities need washdown equipment?
Washdown processes are not necessary for every industry. The three industries that typically require washdowns are food & beverage, marine, and those working with heavy-duty chemicals. Without these features, corrosive chemicals or bacteria can damage washdown equipment. This is especially true for marine applications with seawater and bacteria ever-present.
What kinds of pumps are best for washdown applications?
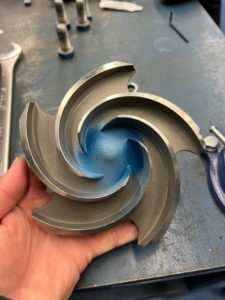
Because of the specific industry-specific needs for washdown applications, pumps designated for washdowns need stainless steel for the wetted housing or use a sanitary-grade industrial coating. Both prevent untimely wear and tear on the pump itself.
The two most common styles of pumps for washdown applications are centrifugal and air-operated double-diaphragm (AODD). Centrifugal pumps are some of the most common on the market because of their pressure-boosting capabilities and the tendency towards higher flow applications. AODD pumps, on the other hand, have a significant advantage in washdown applications: the motorless design prevents the leading cause of pump failure during washdowns.
What is a motor washdown rating & how important is it?
The biggest concern when working in washdown applications is not the style of a pump but the motor. Washdown-rated motors protect the fragile electrical components against the large volumes of water required for these types of applications. A standard motor is prone to rust or water leakage into the electrical components that enable the pump to run, making it unsuitable for washdowns. Additionally, long-coupled pumps will require a washdown-rated coupling guard to protect the coupling element from water damage.
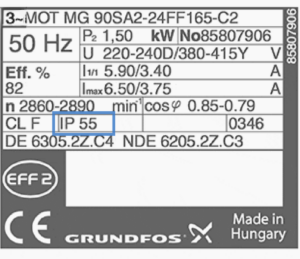
The International Electrotechnical Commission (IEC) designed an Ingress Protection, or IP, rating system to specify how a motor’s enclosure protects from outside contaminants. Manufacturers display the IP ratings on the motor tag and in the motor’s manual. This rating uses two numbers, each representing how it blocks solids or liquids. The first digit will be a number from 0-6, and this scale represents how this enclosure will prevent solid objects from reaching the internal mechanisms. The second digit scales 0-9 to indicate how the enclosure prevents liquids from interacting with the electrical components. Motors with no protection against dust or water would have an IP00 rating. Conversely, a motor with an IP69 rating indicates protection from dust and water resistance even while submerged in shallow water. Typical washdown applications have IP ratings ranging from 55-69, depending on the spray pressure.
Do I need another pump to boost pressure for washdown?
While having pressure booster pumps or pump skids in addition to the washdown pumps is not uncommon, not all washdown applications require increased pressure. Facilities with multiple washdown systems in place or far away from their local water utility distribution system will likely benefit from installing a booster system in addition to their existing washdown equipment.
Our Washdown Equipment Vendors
Pump Vendors
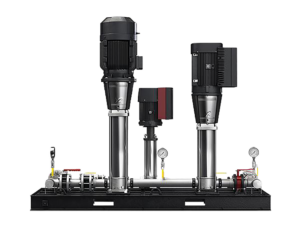
Grundfos
While pumps are not the pain point in washdown needs, Grundfos sets itself apart for washdown equipment with the Hydro HP pump system. The Hydro HP is not one single pump, but a complete assembly of in-house manufactured CR/CRN pumps, washdown-rated motors with an equivalent IP 66 rating, and automation & real-time monitoring accessories applied to a baseplate ready to connect to your existing pump system.
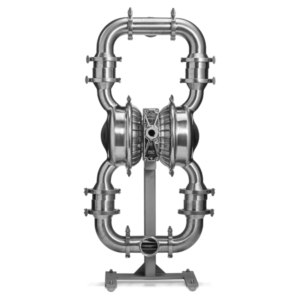
Wilden
These industry-renowned AODD pumps take the hassle out of maintenance. Since AODD pumps do not require a motor, they stand out as an option for washdown applications. Wilden builds its AODD pumps with as few parts as possible to simplify assembly & disassembly of the pump. The Saniflo series from Wilden features stainless steel construction to prevent bacterial growth during periods of non-use, maintaining the washdown-standard design.
Motor Vendors
WEG
WEG offers washdown-rated motors with IP56 or IP69 ratings to fit your needs. This vendor manufactures durable equipment with a patented three-stage sealing system to ensure a watertight fit. To validate this claim, WEG offers a substantial motor warranty with protection for up to twelve months from the installation date or twenty-four months from the assembly date listed on the motor tag.
Baldor
Baldor offers motors with IP ratings up to IP69, including a specific Food-Grade motor to keep with sanitation standards set by the FDA. These motors also offer a ‘footless’ CIP-in-mind design to reduce the surface area for cleaning.
Custom-Built Washdown Pump Skids
Northwest Pump
For those looking for precision control for their washdown needs, Northwest Pump offers custom fabrication services through our Industrial Service Division to create the washdown pump skid you need. Whether you supply the plans or let our engineers lend a hand, our service technicians work with you to build to your specifications.
Next Steps
Are you in search of the perfect washdown solutions for your facility? Look no further! We can provide the most suitable washdown solutions to meet or even exceed your requirements. Trust us to deliver a top-notch solution that leaves your facility sparkling. Contact us below to get started.
Clean compressed air correlates with producing higher-value merchandise, reducing recalls, and increasing downstream equipment performance. Quality testing is an effective tool to understand the cleanliness of your compressed air. Regulations usually only mandate annual tests, especially for food & beverage manufacturers. However, compressed air experts recommend testing at least once a quarter to maintain the highest compressed air quality.
Testing is essential to understanding your facility’s air quality. Poor results and delayed corrections can severely impact your facility. Knowing what to expect and preparing in advance will help avoid issues with your next audit. Here are some frequently asked questions and solutions to help you prepare accordingly.
How do I test my compressed air quality?
Third-party compressed air auditors use state-of-the-art laboratories to conduct precise quality testing. One benefit of working with air auditors is that after the process, auditors can automatically validate the quality of your air; there are no additional steps needed to prove compliance with ISO 8357. Rather than dismantling your entire compressor system and sending it off-site for inspection, air quality testing facilities send sampling kits to gather samples from the nearest air outlet. While each kit will differ from the other, a completed kit should have a bottle of air from your compressor system ready to be sent out.
Our trained service technicians can gather your air testing samples without risk of contamination. Upon request, your Northwest Pump compressor tech will take an air sample for you during any routine maintenance appointment. They take samples at point-of-use and at the compressor to give customers the best insights into their compressed air quality. Our technicians will alert customers of contamination risks before taking the air sample. From there, our service division works with third-party certified air auditors to analyze and validate your sample.
What Happens During Compressed Air Quality Testing?
For a complete outlook on the quality of your compressed air, auditors will conduct several tests on the air sample provided. While different testing methods can vary, the most common are:
Laser Particle Counters
Filter Microscopy
Gravimetry
Viable Microbe Sampling
Water Vapor Testing
Oil Testing
Oil Aerosol Testing*
Oil Vapor Testing*
Combining the above tests is the best way to ensure that your air meets the ISO 8357 requirements that you may need. Each test does not necessarily focus on every component of ISO classification. While you could only have one specific test done at a time, multiple tests give you a better understanding of your air quality.
*Before testing your compressed air for oil, or hydrocarbons, it is important to ensure that the test can detect oil in both vapor and aerosol forms. Some testing services or solutions on the market only check for one variation of oil in compressed air samples, which could give a misleading result.
How Clean Should My Compressed Air Be?
Whether your air should reach a specific ISO classification or not will depend on your facility’s air needs and usage. Industries such as food & beverage, pharmaceutical, and semiconductor manufacturing, require high purity in their compressed air. These industries will also need to meet the standards set by governing bodies like the FDA before continuing production.
As mentioned earlier, there is a direct correlation between cleaner air and higher-quality products. Compressed air for general uses may not need to be of a higher quality. Alternatively, process air is meant for smaller-scale, specific applications, and may have more direct contact with products. Facilities may want to invest in instrumentation for higher-quality compressed air.
What Can I Do to Improve My Air Quality?
There are several ways to improve air quality before completing any compressed air quality testing. Below are a few suggestions sorted by efficacy and the length of implementation time.
Short-Term Solutions
One of the fastest ways to improve your compressed air quality is to change out the filters in your air treatment equipment. This will remove remnants of dust, dead bacteria, or other debris that could eventually leak through to the point of use. Regularly changing your air filters can also solve issues such as pressure drop further downstream.
Another quick way to improve the quality of your compressed air is to ensure that your machines have regular service. Regular service is an easy way to ensure your compressor system works as it should. Our rotating equipment service plans also include regularly changing out all filters on your compressors.
Mid-Term Solutions
If you want a significant improvement in compressed air quality, upgrading your air treatment equipment could be a worthwhile investment. This solution can provide greater improvements than service appointments, which can only do so much. Upgrading your filters, dryers, or condensate drains allows you to better match current production goals and even future needs. You should choose filters that are easy to clean and can withstand high-temperature steam to eliminate microbial contaminants.
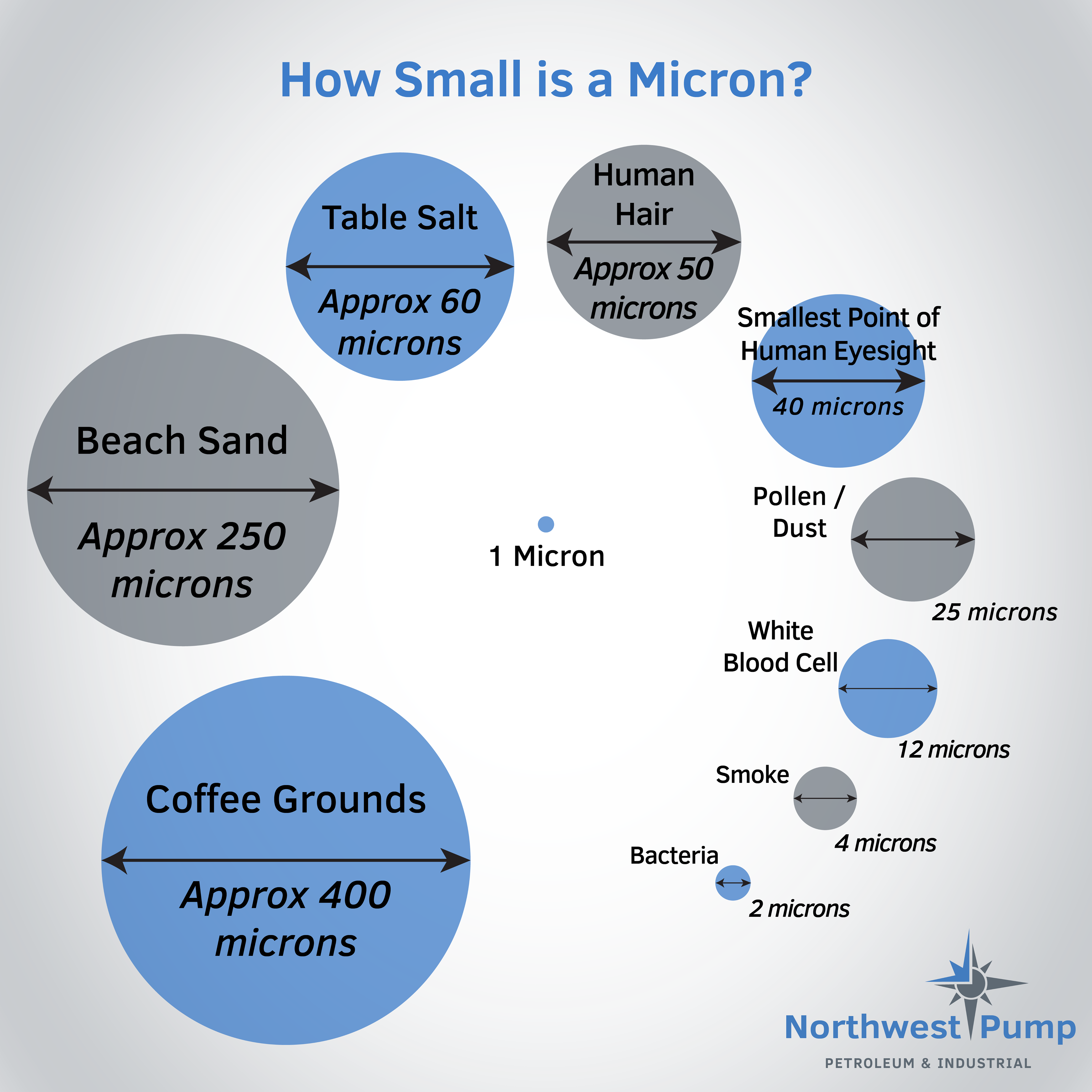
For high-purity applications, facilities may require multiple filters to target each type of contaminant, such as dust, microbes, moisture, and oil. We recommend investing in filtration equipment from Parker and Sullair. Both brands offer filters as small as .01 microns to catch even the smallest bacteria before it reaches the point of use.
Long-Term Solutions
For those looking for the most substantial changes to their compressed air quality, Northwest Pump recommends finding solutions to remove both oil vapors and aerosols from the system entirely. This can be as simple as changing the compressor to an oil-free or oil-less machine. Alternatively, Beko offers BekoKat to elminate and Metpoint OCV to monitor oil vapor and aerosol present in your compressed air. The BekoKat is a catalytic converter that changes the hydrocarbons (oils) into CO2 and water. The Metpoint OCV offers real-time oil monitoring by sampling your compressed air every two minutes to give you peace of mind for your next air audit.
Next Steps
Northwest Pump is a leading distributor & service provider for compressor systems in the Pacific Northwest. Contact our compressor experts using the button on the left. For any service needs, including compressed air quality testing, please use the button on the right.




























 For those looking for the most substantial changes to their compressed air quality, Northwest Pump recommends finding solutions to remove both oil vapors and aerosols from the system entirely. This can be as simple as changing the compressor to an
For those looking for the most substantial changes to their compressed air quality, Northwest Pump recommends finding solutions to remove both oil vapors and aerosols from the system entirely. This can be as simple as changing the compressor to an 