When equipment fails, no feeling can be better than knowing that there is a warranty to protect from unnecessary costs of repairs or replacements. Many of our vendors offer warranties; however, Sullair offers a superior compressor warranty in the industry to prove their products’ quality. Here is what you need to know about Sullair’sDiamond Warranty.
What does this compressor warranty cover?
The majority of Sullair’s compressors include the Diamond Warranty*. It covers most Sullair compressor units with a discharge pressure of 150 PSIG or less. The warranty covers all major components for new air compressors, including 10 years on the air end plus 5 years on the motor and other components such as the air/fluid receiver, oil cooler, and aftercooler. The extent of warranty coverage shows how confident Sullair is in the longevity of its products.
* Sullair’s ShopTek Series compressors are no longer eligible for the diamond warranty as of May of 2023, the emerald warranty comes as standard for this series.
How do I maintain this warranty?
Every warranty has terms and conditions to ensure that equipment is kept to standards before repairs, and Sullair’s Diamond & Emerald compressor warranties are no different. To be eligible for either, facilities will need to follow five guidelines, which are:
An authorized Sullair Distributor must do startup & serving and complete the warranty documentation.
All compressors built after January 1, 2014, must participate in Sullair’s oil sampling program. Participating facilities must take samples every 2000 hours (or twice per year, whichever occurs first). Missed intervals or two bad tests void the warranty.
Purchaser(s) must use genuine Sullube® lubricant.
Purchaser(s) must maintain the machine(s) at Sullair’s recommended intervals & requirements.
The compressor covered must use genuine Sullair parts.
Next Steps
Ready to protect your investment? Tell us about your equipmenthere, email us at sales@nwpump.com, or call 1-800-452-PUMP for next steps. Need help with oil sampling and maintenance? Email service@nwpump.com or call 1-866-577-2755 for more information.
Machines, much like people, require routine check-ups to stay healthy and run as expected. Remembering when to schedule regular maintenance appointments can be difficult with a busy schedule and forgetting will almost certainly lead to an emergency. Some maintenance companies offer service plans. However, the contracts offered generally mean that a business can only use one company for repairs. Furthermore, the schedule does not always align with the machinery’s needs. At Northwest Pump, we offer rotating equipment service agreements, focused on your equipment and your schedule.
Why an agreement?
While contracts & agreements are very similar, a few differences will determine which option is better. A contract is legally binding, and cannot be easily undone without paying fees, advanced notice, or other similar conditions. An agreement, while still binding, is more informal. Northwest Pump’s agreement only requires a 30-day notice of cancellation and is non-exclusive. Our agreement is also considered flexible, meaning that we tend to your machines on a quarterly, semi-quarterly, or annual basis depending on your needs.
How Our Rotating Equipmentment Service Works
Instead of a facility needing to schedule service appointments, our team will keep track of it- that means one less thing to worry about. Our team will call you to schedule an appointment in advance, and we will coordinate from there. The agreements operate on an annual, semi-annual, or quarterly basis, depending on your needs. Northwest Pump has two rotating equipment service agreement options, one for compressors and one for pumps.
Pump Services
Our pump station service agreement includes removing all fluids & debris from the pump (as needed), pressure washing the pump station, a full test cycle on all pumps, checking amps & pumps, verifying pumps are operating to manufacturer’s standards, cleaning floats, inspecting for broken parts or other obvious safety issues, inspecting alarm & performing test calls, & recommendations for future service needed.
Compressor Services
Northwest Pump offers service intervals every 2,000 hours or three months, whichever is first, or at other mutually agreed upon and set intervals. We also provide an annual service interval every 4,000 to 8,000 hours depending on lubricants in your compressor, or once a year, whichever is first. These service appointments include a complete visual inspection, an oil level check, inspection of air filter & change (if appropriate), oil filter replacements (if applicable), check separators’ differential pressures, checking oil return lines & valves, checking operating temperatures & cooling systems, control inspection, air discharge inspection & adjustment (if appropriate), an inspection of belt tension, electrical system check with amp draws & voltage, air dryer & filtration inspection, and a checklist of all components inspected and or serviced.
Next Steps
To hear more about our rotating equipment service agreements, email us at service@nwpump.com, or call us at 1-866-577-2755. Want to send your equipment in for repairs? Find out what our shop can do here, and request service here.
Knowing what kind of Slurry pump to use can make an enormous difference for any facility in the Aggregate Industry. The wrong type of pump will lead to inefficiency, premature pump breakdowns, and inevitably spending more to replace it. One factor that will affect which kind of pump, is whether the inside is metal or has a rubber lining. This choice can change how much money you spend on said pump and its replacement parts. Here are a few things to take into consideration when deciding what kind of slurry pump to use.
Metal Pumps
The aggregate industry prizes metal pumps because of their tough nature. While all slurry pumps receive wear & tear, certain metals will withstand damage better than others, such as plastic or urethane. However, this property also means the initial cost will be higher than the rubber-lined pumps. Servicing periods, though more expensive, will also be more sporadic to offset the costs. Another consideration for using steel piping is the contents of the slurry. If a slurry contains rocks that are 3/8″ or larger, then a rubber-lined pump might wear out too quickly. Knowing what makes up your slurry solution and how the pump’s materials react are crucial for making your pumping choice.
Rubber-Lined Pumps
Rubber-lined slurry pumps will cost less than their metal counterparts. Because the insides of this pump are rubber instead of metal, this pump will require replacing the interior parts much sooner than a metal pump. However, because of the smaller intervals, the cost of these replacement parts is significantly smaller than replacing an entire pump down the road. Recent technology has allowed the rubber-lined pumps to last longer than previous versions, meaning the gap in lifespans between metal and rubber-lined pumps are shorter than ever. Additionally, one key piece of information to determine if a rubber-lined pump will work for your system, is knowing exactly what is pumping through it. A wrong combination of rubber with the sand within the slurry can cause a pump to wear out prematurely.
Our Brands for your Slurry Solutions
Northwest Pump has several options to optimize any aggregate facility. Metso not only has the pumps for the mining industry, but complete slurry hose systems, which include: rubber hoses, rubber-lined piping, bends, couplings, and gaskets. Metso offers their slurry pumps with either high chrome or rubber-lining that is designed explicitly for the industry. This brand also offers the latest filtration system technology, including sustainable practices that have reduced excessive water usage at facilities. Metso specifically, designs their Orion series pumps for heavy-duty mining applications with special bearings to protect the pump & to continue use even as it wears down.
Atlas Copco
For a more mobile solution, Atlas Copco offers portable pumps that are easily transferable. These diesel pumps can pump up to 8,600 gallons per minute. Portable pumps are self-priming, so they do not need lubrication like standard pumps.
Next Steps
You can contact us for your next slurry pumping solution here, email us at sales@nwpump.com, or call 1-800-452-PUMP.
Need your mining equipment serviced? Contact our service team here, email service@nwpump.com, or call 1-866-577-2755!
Beyond the type of pump, there are several ways to classify pumps further. One such specification is whether a centrifugal pump follows ANSI specifications (also referred to as ASME B73.1). ANSI pumps refer to a specific set of standards created back in the 1970s. However, the B73 committee updated the regulations as recently as 2016. These standards mean that these pumps are interchangeable and optimized for easier maintenance and reliability in mind. A facility with ANSI pumps does not have to worry about adjusting the motor, the location of the pumping system, or the coupling mechanisms- even if a facility changes manufacturers.
The ANSI pumps are separated into three groups depending on size. There are currently over 27 size variations available depending on one’s needs. Whether a facility chooses the tiniest specification or the largest, all ANSI pumps are rated for 300psig at 300°F or 149°C. Additionally, while these standards originated for oil & gas refining, they have a broad scope for usage in food production, textiles, chemical processing, and pulp & paper industries, to name a few. However, despite their ability to contain some solids (depending on impeller design), these pumps will not work for thick, viscous liquids. Another benefit to ANSI specifications is that these pumps will be more widely available because of their abilities. Not only does this make ANSI pumps cost less, but it also makes finding parts for repairs that much easier.
When it comes to ANSI pumps, Northwest Pump prefers utilizing PSG Griswold’s expertise. Griswold ensures their quality standards with not only certified highest-quality parts but also a five-year warranty.
What other options are available?
While these pumps are certainly beneficial for some situations, they are not ideal for every pumping situation. Instead of choosing from the above ANSI specifications, a facility might desire a more robust approach. One such option may be Blackmer Centrifugal. Formerly System One, Blackmer makes pumps with durability in mind, with their average pumps rated for up 650°F/343°C and beyond. Additionally, the design of Blackmer Centrifugal means that the seals & bearings are better protected, ensuring a longer life for pumps that see heavier duty work than others. These pumps are optimal for mining operations, water & wastewater handling, and chemical processes.
What Pump is Right for You?
Whether it is the main producer or a supporting feature, a facility needs an optimized pump for its needs. So, knowing how a pump can serve a need is essential. When choosing a pump, anyone should know how the specifications impact the safety, the maintenance requirements, and the fluid contained inside the pump. Between Blackmer & Griswold, here is how the two stack up. When it comes to safety, both will protect employees and the facility, however with high temperatures or harsher applications, Blackmer Centrifugal will probably rank higher. Maintenance for Griswold will be far less invasive than Blackmer. While the fluid will depend on the needs of the facility when it comes to costs, both will be worth it, Griswold will be more accessible due to their product line.
Want to see if an ANSI pump is right for you? Reach out and let’s start the conversation at sales@nwpump.com, or call us at 1-800-452-PUMP. Need maintenance on your ANSI pump? Call us at 1-866-577-2755 to schedule an appointment or make a request here.
In 2016, the Department of Energy changed its standards guidelines of pumping equipment. Later, in January 2020, the Department of Energy finalized and published these standards and began requiring compliance. These measures are helpful for business owners and facility managers. They maximize the effectiveness of a pump and reduce needless energy waste, which helps save money and protect the environment. If you have not had to buy a pump in the last five years, Northwest Pump would like to offer a short guide on what these regulations mean and what to look for when purchasing a new pump.
With these rules implemented, the US expects to save 290 trillion BTUs over the next thirty years. For context, one BTU (British Thermal Unit) is the amount of energy it takes to boil one pound of water. With just half of that energy, we could boil Lake Erie and Lake Huron dry. This reduction in energy can save around three-hundred million dollars in utility bills over the course of this timeframe.
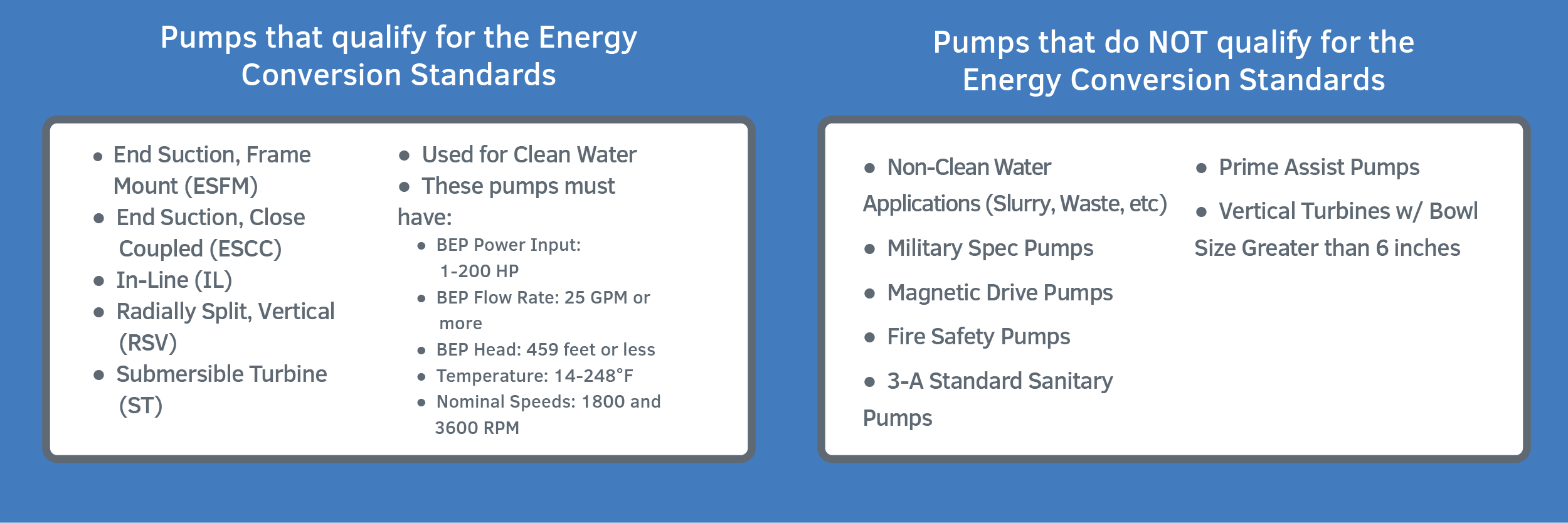
When Do These Pump Regulations Apply?
The standards in these regulations are for ‘clean water’ pumps, meaning pumps that deal with safe drinking water. These pumps will also have nominal speeds of either 1800 or 3600 RPM. Pumps that deal with slurry, fire safety, wastewater- or pumps designed with Military specifications, magnetic drive pumps, or 3-A Standard Sanitary pumps do not have to follow the listed regulations.
What are the Regulations?
The Department of Energy refined these energy standards into a PEI rating, which stands for Pump Energy Index. The industry can measure PEI in one of two ways, depending on the pump’s capabilities. A constant pump’s energy rating is divided by the standard energy rating. A variable load pump’s average energy rating is divided by the standard pump energy rating.
The Department of Energy set the scale with 1 as the baseline energy requirements allowed in the US. Anything above a 1 on that scale is too inefficient and non-compliant with the regulation. Anything below a 1 means that the pump uses even less energy and complies with the rules. On one hand, the lower the score, the more opportunities to have installation costs covered by subsidies from the county, state, or federal government. However, a pump with a PEI of .25 does not make it the end-all solution pump for a facility’s needs. While a pump may use more power, it can be more beneficial for the process of the entire facility. Understanding both the needs of your facility and the benefits afforded by PEI will give you the knowledge you need to make the best possible choice.
Next Steps
Want to understand more about what goes into pump efficiency? Check out Hydraulic Institute’s video on their energy rating system in relation to PEI. Similarly, if you need to look for a new energy-efficient pump, contact our team here or at sales@nwpump.com to find out how to save more energy and money today!
Avoiding faults and errors should always be top of mind when running large facilities. These mishaps lead to loss of production, unnecessary costs for repairs or replacement parts, and potential safety hazards for workers. While routine maintenance can lessen some of the likelihood of these errors from happening, the Chesterton Connect™ Intrinsically Safe Certified Sensor can help monitor equipment before the accident occurs.
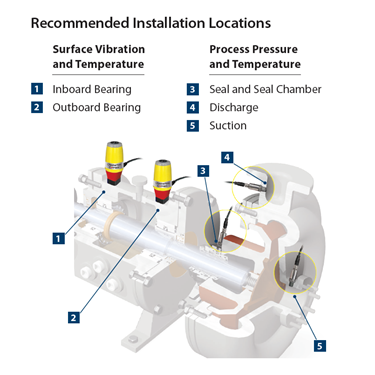
The Chesterton Connect™ Intrinsically Safe Certified Sensor is designed to connect to machinery in hazardous environments and monitor their process pressure, process and surface temperatures, and vibration. All the data is then recorded and can be accessed through a Bluetooth-enabled app on a smartphone, Chesterton Connect. When a threshold is reached, an alert is sent to this smartphone, and the unit’s LED light display will activate- that way you and your workers onsite know when and where a problem is about to occur.
With the data saved, you can export the information, allowing for analysis and preventing further malfunctions. Through the Chesterton Connect cloud platform, you can monitor the health of your equipment via an easy-to-use dashboard 24/7. The app allows analysis of variances and trends, adds notes, and takes action to increase uptime and productivity.
The device is installed via a magnetic base and a cable that can plug into several locations. This ensures that Chesterton Connect Intrinsically Safe Certified Sensor can closely monitor any machine’s problem areas.
This sensor is rated for Class 1/Division 1, Class 2/Division 1, and IP66 for outdoor use. In other words, this product was designed for work environments filled with gas, vapor, and dust in mind. Chesterton Connect™ Intrinsically Safe Certified Sensor also has safety features preventing the product from becoming a source of ignition.
Keep your workers and your facilities in the best conditions possible!
Click here for a free demo on the Connect IIOT solutions from Chesterton.
Questions? Contact us at sales@nwpump.com or 800-452-PUMP to find out more about purchasing or installation.


 the Diamond Warranty*. It covers most Sullair compressor units with a discharge pressure of 150 PSIG or less. The warranty covers all major components for new air compressors, including 10 years on the air end plus 5 years on the motor and other components such as the air/fluid receiver, oil cooler, and aftercooler. The extent of warranty coverage shows how confident Sullair is in the longevity of its products.
the Diamond Warranty*. It covers most Sullair compressor units with a discharge pressure of 150 PSIG or less. The warranty covers all major components for new air compressors, including 10 years on the air end plus 5 years on the motor and other components such as the air/fluid receiver, oil cooler, and aftercooler. The extent of warranty coverage shows how confident Sullair is in the longevity of its products.

 Northwest Pump offers service intervals every 2,000 hours or three months, whichever is first, or at other mutually agreed upon and set intervals. We also provide an annual service interval every 4,000 to 8,000 hours depending on lubricants in your compressor, or once a year, whichever is first. These service appointments include a complete visual inspection, an oil level check, inspection of air filter & change (if appropriate), oil filter replacements (if applicable), check separators’ differential pressures, checking oil return lines & valves, checking operating temperatures & cooling systems, control inspection, air discharge inspection & adjustment (if appropriate), an inspection of belt tension, electrical system check with amp draws & voltage, air dryer & filtration inspection, and a checklist of all components inspected and or serviced.
Northwest Pump offers service intervals every 2,000 hours or three months, whichever is first, or at other mutually agreed upon and set intervals. We also provide an annual service interval every 4,000 to 8,000 hours depending on lubricants in your compressor, or once a year, whichever is first. These service appointments include a complete visual inspection, an oil level check, inspection of air filter & change (if appropriate), oil filter replacements (if applicable), check separators’ differential pressures, checking oil return lines & valves, checking operating temperatures & cooling systems, control inspection, air discharge inspection & adjustment (if appropriate), an inspection of belt tension, electrical system check with amp draws & voltage, air dryer & filtration inspection, and a checklist of all components inspected and or serviced.


 You can contact us for your next slurry pumping solution
You can contact us for your next slurry pumping solution 
 While these pumps are certainly beneficial for some situations, they are not ideal for every pumping situation. Instead of choosing from the above ANSI specifications, a facility might desire a more robust approach. One such option may be
While these pumps are certainly beneficial for some situations, they are not ideal for every pumping situation. Instead of choosing from the above ANSI specifications, a facility might desire a more robust approach. One such option may be 


 This sensor is rated for Class 1/Division 1, Class 2/Division 1, and IP66 for outdoor use. In other words, this product was designed for work environments filled with gas, vapor, and dust in mind. Chesterton Connect™ Intrinsically Safe Certified Sensor also has safety features preventing the product from becoming a source of ignition.
This sensor is rated for Class 1/Division 1, Class 2/Division 1, and IP66 for outdoor use. In other words, this product was designed for work environments filled with gas, vapor, and dust in mind. Chesterton Connect™ Intrinsically Safe Certified Sensor also has safety features preventing the product from becoming a source of ignition.