Beyond the type of pump, there are several ways to classify pumps further. One such specification is whether a centrifugal pump follows ANSI specifications (also referred to as ASME B73.1). ANSI pumps refer to a specific set of standards created back in the 1970s. However, the B73 committee updated the regulations as recently as 2016. These standards mean that these pumps are interchangeable and optimized for easier maintenance and reliability in mind. A facility with ANSI pumps does not have to worry about adjusting the motor, the location of the pumping system, or the coupling mechanisms- even if a facility changes manufacturers.
The ANSI pumps are separated into three groups depending on size. There are currently over 27 size variations available depending on one’s needs. Whether a facility chooses the tiniest specification or the largest, all ANSI pumps are rated for 300psig at 300°F or 149°C. Additionally, while these standards originated for oil & gas refining, they have a broad scope for usage in food production, textiles, chemical processing, and pulp & paper industries, to name a few. However, despite their ability to contain some solids (depending on impeller design), these pumps will not work for thick, viscous liquids. Another benefit to ANSI specifications is that these pumps will be more widely available because of their abilities. Not only does this make ANSI pumps cost less, but it also makes finding parts for repairs that much easier.
When it comes to ANSI pumps, Northwest Pump prefers utilizing PSG Griswold’s expertise. Griswold ensures their quality standards with not only certified highest-quality parts but also a five-year warranty.
What other options are available?
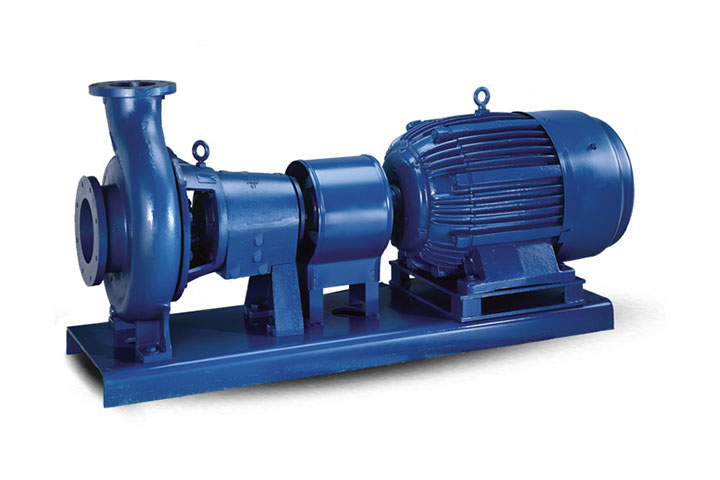
While these pumps are certainly beneficial for some situations, they are not ideal for every pumping situation. Instead of choosing from the above ANSI specifications, a facility might desire a more robust approach. One such option may be Blackmer Centrifugal. Formerly System One, Blackmer makes pumps with durability in mind, with their average pumps rated for up 650°F/343°C and beyond. Additionally, the design of Blackmer Centrifugal means that the seals & bearings are better protected, ensuring a longer life for pumps that see heavier duty work than others. These pumps are optimal for mining operations, water & wastewater handling, and chemical processes.
What Pump is Right for You?
Whether it is the main producer or a supporting feature, a facility needs an optimized pump for its needs. So, knowing how a pump can serve a need is essential. When choosing a pump, anyone should know how the specifications impact the safety, the maintenance requirements, and the fluid contained inside the pump. Between Blackmer & Griswold, here is how the two stack up. When it comes to safety, both will protect employees and the facility, however with high temperatures or harsher applications, Blackmer Centrifugal will probably rank higher. Maintenance for Griswold will be far less invasive than Blackmer. While the fluid will depend on the needs of the facility when it comes to costs, both will be worth it, Griswold will be more accessible due to their product line.
Want to see if an ANSI pump is right for you? Reach out and let’s start the conversation at sales@nwpump.com, or call us at 1-800-452-PUMP. Need maintenance on your ANSI pump? Call us at 1-866-577-2755 to schedule an appointment or make a request here.
Northwest Pump is going into its 63rd year of business in 2022, and looking to a bright future as our current Vice President, Bob Mathews, will take over as President starting January 1st. Starting with just petroleum equipment sales, Northwest Pump has expanded immensely to now encompass Industrial equipment sales and service as well as an ecommerce option for the current customer base.
“Bob has had a tremendous career over the years. His leadership in our Industrial division, as well as our partner companies (SME and SolvOne) have been a tremendous boost to Northwest Pump as a whole. Bob will do a terrific job and provide great leadership for our Company,” Mark Mathews, Current NWP President/CEO.
Mark Mathews, current President/CEO will remain CEO until the end of 2022 to assist in the transition. Northwest Pump has been employee-owned and operated since 2006 and has remained a customer centric business since day one. New leadership comes with new pivots, but the current mission statement “customer service is our business” will always remain the same.
“I’m excited to lead the incredible team at Northwest Pump as President. NWP has been very successful over the last 62+ years. I have had the pleasure of working here for 35 of those years. We will acknowledge and build on that success as we continue to evolve as a company for future success. Following the leadership of Mark Mathews and what he has taught me and having him continue in the role of CEO, gives me confidence in my ability to handle this position, “ Bob Mathews, Current NWP Vice President.
In 2016, the Department of Energy changed its standards guidelines of pumping equipment. Later, in January 2020, the Department of Energy finalized and published these standards and began requiring compliance. These measures are helpful for business owners and facility managers. They maximize the effectiveness of a pump and reduce needless energy waste, which helps save money and protect the environment. If you have not had to buy a pump in the last five years, Northwest Pump would like to offer a short guide on what these regulations mean and what to look for when purchasing a new pump.
With these rules implemented, the US expects to save 290 trillion BTUs over the next thirty years. For context, one BTU (British Thermal Unit) is the amount of energy it takes to boil one pound of water. With just half of that energy, we could boil Lake Erie and Lake Huron dry. This reduction in energy can save around three-hundred million dollars in utility bills over the course of this timeframe.
When Do These Pump Regulations Apply?
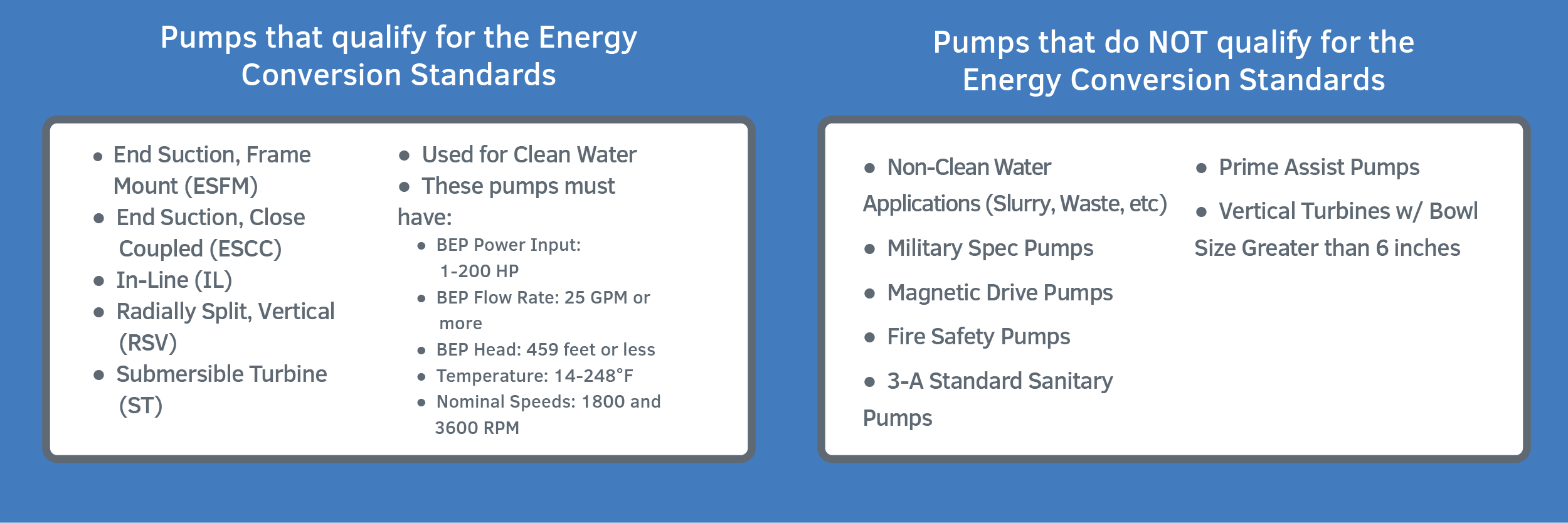
The standards in these regulations are for ‘clean water’ pumps, meaning pumps that deal with safe drinking water. These pumps will also have nominal speeds of either 1800 or 3600 RPM. Pumps that deal with slurry, fire safety, wastewater- or pumps designed with Military specifications, magnetic drive pumps, or 3-A Standard Sanitary pumps do not have to follow the listed regulations.
What are the Regulations?
The Department of Energy refined these energy standards into a PEI rating, which stands for Pump Energy Index. The industry can measure PEI in one of two ways, depending on the pump’s capabilities. A constant pump’s energy rating is divided by the standard energy rating. A variable load pump’s average energy rating is divided by the standard pump energy rating.
The Department of Energy set the scale with 1 as the baseline energy requirements allowed in the US. Anything above a 1 on that scale is too inefficient and non-compliant with the regulation. Anything below a 1 means that the pump uses even less energy and complies with the rules. On one hand, the lower the score, the more opportunities to have installation costs covered by subsidies from the county, state, or federal government. However, a pump with a PEI of .25 does not make it the end-all solution pump for a facility’s needs. While a pump may use more power, it can be more beneficial for the process of the entire facility. Understanding both the needs of your facility and the benefits afforded by PEI will give you the knowledge you need to make the best possible choice.
Next Steps
Want to understand more about what goes into pump efficiency? Check out Hydraulic Institute’s video on their energy rating system in relation to PEI. Similarly, if you need to look for a new energy-efficient pump, contact our team here or at sales@nwpump.com to find out how to save more energy and money today!
It can be overwhelming to find the right products for your facilities. From knowing the capabilities of each pump or compressor to learning how to keep it in its best-performing condition, it can be challenging to know what choices to make. Northwest Pump wants this process of understanding and fulfilling your needs as quickly as possible, so here is a simple guide to one of our popular brands of pumps and reciprocating air compressors: Blackmer.
Blackmer Products & What They Do
Blackmer specializes in pumps and reciprocating air compressors. Their pumps come in several types: sliding vane, screw, regenerative turbine, and centrifugal pumps. Sliding vane and screw pumps are both types of positive displacement pumps, which are best for maintaining a consistent flow and pumping a wider range of liquids such as oil, gas, and slurry– to name a few. Centrifugal and regenerative turbine pumps are different kinds of pumps that work when paired with the optimal pressure and thinner, non-volatile liquids.
Gas Compressors are like air compressors. However, the only difference is that air compressors take the surrounding air and compress it for later use. Gas compressors can compress a variety of gasses, not just air.
Blackmer offers all of its pumps and reciprocating air compressors in several types of materials. This means that your pumps and compressors are optimal for the specific work they will be performing. There are iron pumps for non-corrosive liquids and stainless steel pumps for corrosive liquids. There are pumps for high volume, heavy-duty use and are best for working with high temperatures that would damage regular equipment.
Blackmer Product Maintenance
Every piece of equipment needs regular upkeep to keep running at its best, and Blackmer is no exception. However, Blackmer offers support to its customers via Blackmer+. This app is for manufacturers who want to know what is happening inside their facilities. It allows the user to see what Blackmer equipment they have on the floor, datasheets for the specific parts, and schedule routine maintenance. Additionally, Blackmer & Northwest Pump customers in Oregon and Washington can be safe in the knowledge that our service teams are Blackmer certified. Finally, these Blackmer pumps are compatible with Chesterton’s Safe Certified Sensors, which means that when paired, you will not only have diagnostic data but also prevent emergencies before they happen.
Next Steps
Want to learn more about Blackmer products for yourself? Check out their Youtube here for videos on how their products work, tips and tricks, and more.
Want to see what Blackmer can do for your facilities? See it for yourself on our online store here, or reach out to our sales team here, or call 1-800-452-PUMP.
Avoiding faults and errors should always be top of mind when running large facilities. These mishaps lead to loss of production, unnecessary costs for repairs or replacement parts, and potential safety hazards for workers. While routine maintenance can lessen some of the likelihood of these errors from happening, the Chesterton Connect™ Intrinsically Safe Certified Sensor can help monitor equipment before the accident occurs.
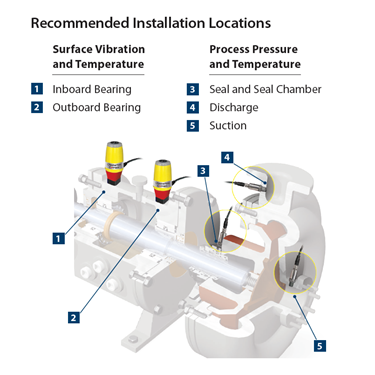
The Chesterton Connect™ Intrinsically Safe Certified Sensor is designed to connect to machinery in hazardous environments and monitor their process pressure, process and surface temperatures, and vibration. All the data is then recorded and can be accessed through a Bluetooth-enabled app on a smartphone, Chesterton Connect. When a threshold is reached, an alert is sent to this smartphone, and the unit’s LED light display will activate- that way you and your workers onsite know when and where a problem is about to occur.
With the data saved, you can export the information, allowing for analysis and preventing further malfunctions. Through the Chesterton Connect cloud platform, you can monitor the health of your equipment via an easy-to-use dashboard 24/7. The app allows analysis of variances and trends, adds notes, and takes action to increase uptime and productivity.
The device is installed via a magnetic base and a cable that can plug into several locations. This ensures that Chesterton Connect Intrinsically Safe Certified Sensor can closely monitor any machine’s problem areas.
This sensor is rated for Class 1/Division 1, Class 2/Division 1, and IP66 for outdoor use. In other words, this product was designed for work environments filled with gas, vapor, and dust in mind. Chesterton Connect™ Intrinsically Safe Certified Sensor also has safety features preventing the product from becoming a source of ignition.
Keep your workers and your facilities in the best conditions possible!
Click here for a free demo on the Connect IIOT solutions from Chesterton.
Questions? Contact us at sales@nwpump.com or 800-452-PUMP to find out more about purchasing or installation.
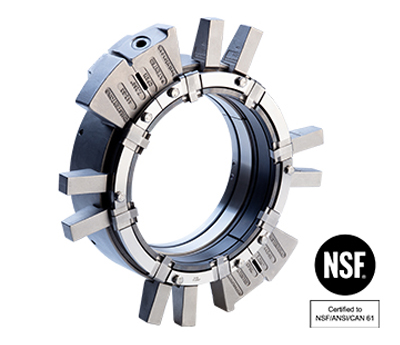
During normal operation, municipal wastewater like many plants utilizes large rotating equipment to move fluid (wastewater) throughout various processes within each treatment plant. Large equipment repair and ultimately disassembly leads to reduced equipment availability, additional labor needs, lifting & rigging, incidental component replacement, and disruption of nearby plant and services, just to mention a few challenges faced. These critical equipment disassembly costs can be dramatically reduced with the A.W. Chesterton 442C XL Cartridge Split Mechanical Seal advantages. This seal delivers ease of installation and use, without equipment disassembly. In customer terms, the A.W. Chesterton 442C XL improves reliability and reduces maintenance costs.
A.W. Chesterton 442C XL Cartridge Split Mechanical Seal design incorporates features that protect the precision lapped, split faces, incorporates an adjustable gland that makes for easy adjustment to suit your equipment bolting pattern, and does not require the pump to be disassembled to maintain. Since the pump remains assembled during the seal installation, the pump remains aligned. This is a double feature, eliminating pump disassembly time and reducing the complex startups process.
As of this blog, A.W. Chesterton is now supplying this technology in a much larger range of sizes. The latest developments have raised the bar and the range significantly to fit rotating equipment shafts from 5.00” up to 7.75”. This increases the application opportunity to reduce downtime and increases productivity.
This new size range with the 442C platform is finding success and continued proven reliability in many industries and applications. A.W. Chesterton 442C XL Cartridge Split Mechanical Seal assures the plant personnel time-savings and a reliable sealing solution. With over 10,000 Chesterton split seals installed and operating globally, you can be confident in implementing this technology.
Split seals can be installed on small and large pumps across your site. Common applications can be found in the following industries:
Power Industry
Such as River Water Intake Pumps, Water Turbines and Raw Water Pumps
Chemical Processing
Such as Cooling Water Pumps, Rotary Filter and Reactors
Water Processing
Such as White Water Pumps, Utility Water Pumps and Sewage Pumps
Learn more about the benefits of A.W. Chesterton 442C XL by contacting your local Northwest Pump branch: 800-452-PUMP or sales@nwpump.com
When you are in the market for ISO 8573-1 Class Zero air quality it is important to understand the difference between an “oil-free” air compressor and an “oil-less” air compressor. This is especially critical in the 30HP and under compressor market. “Oil-less” and “oil-free” are not interchangeable terms. The primary differentiator is the presence of oil in the machine and the impact that it has on air quality over time. Here is what you need to know to make the best decision regarding how to achieve your ISO 8573-1 Class Zero compressed air quality.
Rotary Screw Oil-Free Compressors – Almost without exception, an oil-free rotary screw compressor does indeed have oil in it. The oil is sealed in the gear box to provide lubrication to the gears and bearings, but is sealed from the air chamber in order to prevent it from getting into the compressed air stream. As the units age, the seals do harden and wear out due to heat and shelf life. Therefore, as they age, oil will migrate into the air stream and negatively impact air quality. As this happens, air end “slippage” increases and inter-stage temperatures will creep up. Most people do not discover that their air quality has been compromised until the compressor reaches cessation on a high inter-stage temperature shutdown. By then, many pints, quarts or even gallons of oil may have migrated into the process air and piping. Also, most oil free screw compressors (with the exception of the Sullair DSP) have a vented gear box that exasperates oil laden vent air into the compressor, right near the intake filter. The vent on the gearbox adds oil vapors, which are almost immediately sucked back into the air filter and introduced to the air stream. So they are “oil-free” because they do not have oil in the air stream by design. But they are not truly an oil less solution. Mitigation of air contamination, oil maintenance and disposal, and oil leakage containment all must still be considered when applying an oil free rotary screw compressor technology.
Reciprocating Oil-Free Compressors
Reciprocating compressor designs are sold in either oil less or oil free up to about 50HP. They can also be configured into duplex, triplex or quadraplex packages to get up to cover air demands up to about 450 CFM. “Oil-free” compressors in the reciprocating market, like the screw market, do actually have oil in them. They use an extended connecting rod in an extra-tall block known as a “distance piece”. This configuration lengthens the distance between the oil sump and the compression chamber. They usually include extra oil rings as well to help prevent the oil in the crank case from migrating into the air stream. However, over time; oil and compression rings wear out in a reciprocating compressor just like they do in a car engine. So over time, oil will begin to migrate past the rings and into the compression chamber and eventually into the air stream. Most oil free compressor users do not discover their oil contamination problem until they notice a drop in system air pressure related to worn out rings. So once again, the oil free technology still comes at the cost of air and piping contamination, oil maintenance and disposal, and oil leak containment.
Oil-less Reciprocating Compressors
The true oil-less reciprocating compressors, like our Champion V & W, or the MTO II series air compressors have no oil in the crank case at all. They are a 100% true oil-less design and come in simplex, duplex, triplex or quadraplex packages including NFPA 99 compliant packages for hospital grade air. This technology is far more costly, but it provides the true outcome that the customer is aiming for: ISO 8753 Class 0 air quality, and reduced maintenance associated with lubrication systems.
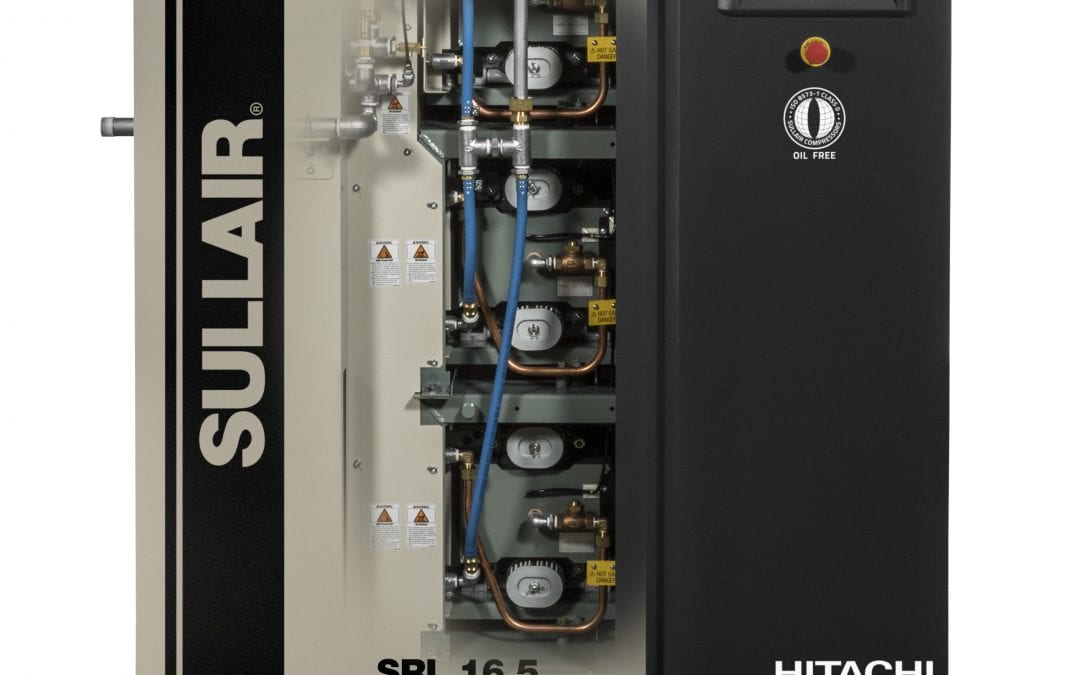
Oil-Free Scroll Compressors
Scroll compressors, like our Sullair model SRL, should really be called oil-less to distinguish them from the oil-free style compressors mentioned above. Like the oil-less reciprocating, the oil less scroll compressors contain no oil at all. They are built on a platform of low maintenance intervals, and guaranteed air quality for life.
If a customer has a critical need for truly Class 0, oil free air quality, they should strongly consider using either an oil less technology like the Sullair SRL scroll package or Champion V & W series. These technologies are admittedly limited to the 100HP and below Class 0 oil free market place. So in the event that an “oil free” solution like the Sullair DSP must be used, or is already in place; customers should consider installing early detection of oil content to prevent piping and process contamination. Air quality monitoring systems like our Beko Metpoint OCV will ensure that they maintain air quality that is in compliance with ISO 8573 for oil free quality air.
Looking to switch over to oil-free or oil-less air compressors? Northwest Pump sells air compressors in the Seattle and Washington regions, Oregon, Idaho and Montana. Reach out to Northwest Pump today –sales@nwpump.com or call 1-800-452-PUMP.
This new acquisition of Air Compressor Service (ACS) expands our Industrial portfolio and assists in our growth in the Seattle area.
Northwest Pump has purchased the Assets of D.R. Smith Co., Inc. dba Air Compressor Service of Everett, WA, right outside of Seattle, effective May 1st, 2021. Founded in 1990 by Dave and Rick Smith, Air Compressor Service (ACS) is a sales and service company of Air Compressors and related equipment.
When looking at an acquisition in addition to being profitable we try to find companies that have a similar commitment to customer service and a culture that will fit into our employee-owned company. ACS fits on all three levels. After going through the process and interviewing all the employees we have decided to add on their whole team, giving us 3 new Service Technicians, 1 Service Coordinator and 3 Sales members to add to our Industrial Division and continue our goal of expanding to new markets and locations.
We will be adding the current ACS location as our 18th location. The new branch is located at 1420 80th St SW STE E, Everett, WA 98203. Phone number is 425-290-1888. Unlike most equipment distributors, ASC’s objective is not to sell as much equipment as they can. Their philosophy is to partner with ourcustomers to help salvage net profit. In the long run, helping you to succeed in your business will help us succeed also.
ACS looks for long-term relationships with customers built on a foundation of earned trust, respect for our expertise, quality service and exceptionally well-designed and manufactured Gardner Denver products. ACS insures your compressed air system operates at its optimum efficiency and provides you favorable life cycle cost.
For more information on Air Compressor Service, and what we offer in and around the Seattle area, please reach out to sales@nwpump.com and we can assist in all your air compressor needs.
As of April 16 2021, Northwest Pump became an official distributor for A.W. Chesterton Company. Northwest Pump will now supply Washington, Oregon, Alaska, Montana and Idaho* with Chesterton’s sealing solutions, ARC Industrial Coatings, Industrial lubricants/MRO products, and IIoT products. A.W. Chesterton is a world leader in helping industrial companies and manufactures improve the reliability and efficiency of their rotating, stationary, and fluid power equipment platforms.
Chesterton’s portfolio includes:
Mechanical Seals for pumps, agitators, mixers and other rotating equipment.
Polymer Seals for hydraulic and pneumatic actuated cylinders and presses.
IIoT Products – Smart Sensor solutions for remote equipment and process monitoring/data collection (pressure, temperature and vibration) to improve operations for equipment such as pumps, agitators, mixers gear boxes and fans.
*Covered counties include Boundary, Bonner, Kootenai, Benewah, Shoshone, Latah, Clearwater, Nez Pierce, Lewis & Idaho
Worldwide Service to All Major Industries:
Chemical Processing
Commercial Water
Food & Beverage
Manufacturing
Marine
Mineral/Ore Processing
Mining
Oil & Gas
OEM, Engineers, and Contractors
Pharmaceutical
Power – Fossil
Power – Hydroelectric
Power – Nuclear
Pulp & Paper
Steel
Wastewater Treatment
Wood-Based Panel Industry
Contact our sales staff at sales@nwpump.com or call 1-800-452-PUMP to learn more about A.W. Chesterton and their sealing solutions and lubricants for your industries applications!
Like any chain, the beer supply chain relies on each link. Given the world’s current predicament with COVID-19, CO2 is suddenly an issue. Supplies are lower than normal, prices are creeping up, and quality is a concern. According to the Brewers Association, the trade organization representing America’s small and independent brewers, CO2 suppliers have increased prices by about 25% due to reduced supply. Because of the shortage of CO2, more breweries are turning to Nitrogen for many of their processes.
From purging tanks between uses to keeping wort, beer and residual mash from oxidizing and contaminating the next batch of beer, nitrogen is the ideal gas for breweries. Nitrogen can also be used to push beer from one tank to the other, and in the final stages of the brewing process, it’s used to pressurize kegs prior to shipment and final use. If the quality of the product is to be ensured, then it needs to be constantly protected.
N2 for Brew – On-Site Nitrogen Gas Generation for the Brewing Industry
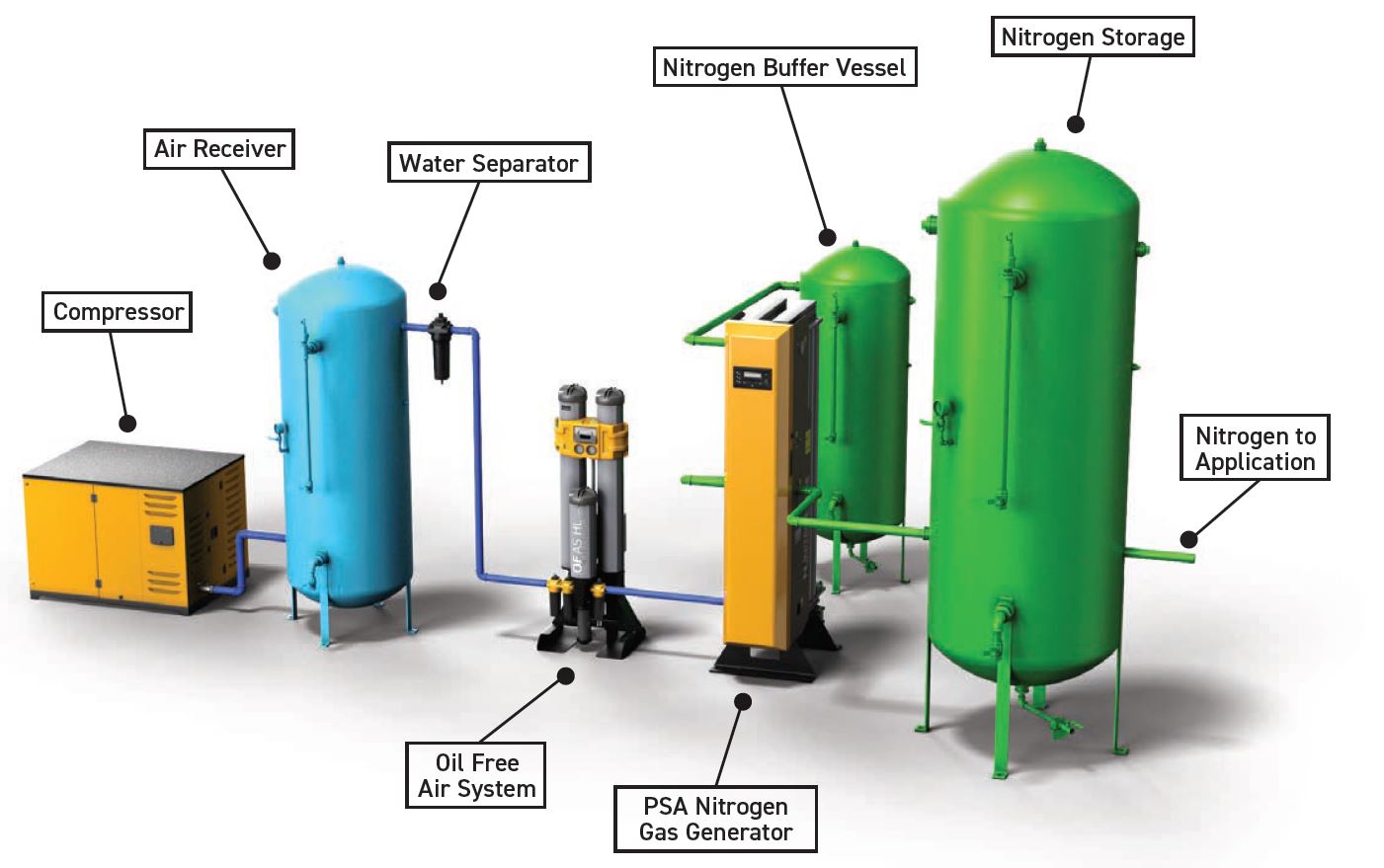
On-site nitrogen gas generation produces a continuous supply of ultrapure, food grade nitrogen from readily available compressed air. When the true costs are accounted for, on-site gas generation is the most economical source of nitrogen. Subsequently, nitrogen gas generators give brewers control over their gas pressure, purity and flowrate and minimize production downtime due to the permanent availability of an on-demand nitrogen supply. So what type of nitrogen generator should you select?
The nitrogen gas generator technology of choice for breweries use a method called pressure swing adsorption (PSA). This technology uses 2 vessels (or 2 sets of vessels) filled with carbon molecular sieve (CMS) to separate compressed air. Oxygen and other waste gases are selectively adsorbed under pressure by the CMS, allowing nitrogen to pass through to the application.
Parker domnick hunter offers different types of Nitrosource generators, but for brewery applications it is usually their standard Nitrosource Nitrogen Generator. The larger models of those generators, like the N2-65 to N2-80 range, are the best switch from CO2. With a complete N2 system using Sullair compressors and Parker Nitrogen generation system reduces particulates (atmospheric dust, rust and pipe scale), microorganisms, oil and water aerosols and water vapor. These particular generators are modular so customers can size for current use but that it is easy to expand as they grow, so there is no need to oversize upfront. Together with substantially lower servicing costs, reduced downtime and a longer working life, it adds up to the most cost-efficient nitrogen supply available.
With over 30 years of experience in the market, and over 50,000 gas generators installed globally, Parker domnick hunter is the first choice for innovative and reliable gas generation technology.
Contact our sales staff at sales@nwpump.com or call 1-800-452-PUMP to learn how we can lower your costs with Parker domnick hunter’s on-site nitrogen gas systems today!


 While these pumps are certainly beneficial for some situations, they are not ideal for every pumping situation. Instead of choosing from the above ANSI specifications, a facility might desire a more robust approach. One such option may be Blackmer Centrifugal. Formerly System One, Blackmer makes pumps with durability in mind, with their average pumps rated for up 650°F/343°C and beyond. Additionally, the design of Blackmer Centrifugal means that the seals & bearings are better protected, ensuring a longer life for pumps that see heavier duty work than others. These pumps are optimal for mining operations, water & wastewater handling, and chemical processes.
While these pumps are certainly beneficial for some situations, they are not ideal for every pumping situation. Instead of choosing from the above ANSI specifications, a facility might desire a more robust approach. One such option may be Blackmer Centrifugal. Formerly System One, Blackmer makes pumps with durability in mind, with their average pumps rated for up 650°F/343°C and beyond. Additionally, the design of Blackmer Centrifugal means that the seals & bearings are better protected, ensuring a longer life for pumps that see heavier duty work than others. These pumps are optimal for mining operations, water & wastewater handling, and chemical processes.

 Blackmer specializes in pumps and reciprocating air compressors. Their pumps come in several types: sliding vane, screw, regenerative turbine, and centrifugal pumps. Sliding vane and screw pumps are both types of
Blackmer specializes in pumps and reciprocating air compressors. Their pumps come in several types: sliding vane, screw, regenerative turbine, and centrifugal pumps. Sliding vane and screw pumps are both types of 


 This sensor is rated for Class 1/Division 1, Class 2/Division 1, and IP66 for outdoor use. In other words, this product was designed for work environments filled with gas, vapor, and dust in mind. Chesterton Connect™ Intrinsically Safe Certified Sensor also has safety features preventing the product from becoming a source of ignition.
This sensor is rated for Class 1/Division 1, Class 2/Division 1, and IP66 for outdoor use. In other words, this product was designed for work environments filled with gas, vapor, and dust in mind. Chesterton Connect™ Intrinsically Safe Certified Sensor also has safety features preventing the product from becoming a source of ignition.